A bőrlátó beágyazórendszer egy kamera alapú szkennelő és szoftveroptimalizáló rendszer, amely egy CNC bőrvágó gépbe van integrálva. Minden egyes bőrfelületet átvizsgál, hogy feltérképezze a használható határt és azonosítsa a hibás területeket, majd automatikusan elrendezi a vágási mintákat a használható területen belül, hogy maximalizálja az anyagkihozatalt. A gyártás során ez a rendszer folyamatosan 8-15 százalékponttal több használható bőrt biztosít bőrönként a kézi elrendezéshez képest – ez a hozamnövekedés, amely közvetlenül csökkenti a kész alkatrészenkénti anyagköltséget.
Azok a gyártók, akik valódi bőrt vágnak autóbelsőkhöz, bútorkárpitokhoz, lábbeliekhez vagy bőrárukhoz, a látásfészek rendszer a leghatásosabb technológia az anyagköltség szabályozására. Ez az útmutató elmagyarázza, hogyan működik a rendszer, mit csinálnak az egyes alkatrészek, hogyan kezelik a különböző hibatípusokat, és milyen hozamjavítások reálisak a gyártás során.
Miért van szükség a valódi bőrhöz speciális beágyazási megközelítésre?
A valódi bőr vágási hordozóként alapvetően különbözik a szintetikus anyagoktól. Egy tekercs PU bőr vagy egy gumi tömítőanyag lap egyenletes méretű, egyenletes vastagságú, és nincsenek hibák – a beágyazó szoftvernek egyszerűen csak hatékonyan kell elrendeznie a mintákat egy téglalap alakú területen.
A valódi bőrbőr nem tartozik ezek közé.
Szabálytalan alakú. Minden marhabőrnek, báránybőrnek vagy sertésbőrnek egyedi, szabálytalan körvonala van. A has szélei íveltek és egyenetlenek; a lábszárak homorú bemélyedéseket hoznak létre; az általános alak jelentősen eltér az egyes állatok között. Nincs szabványos 'lapméret', amelybe beleférne – minden rejtés meghatározza a saját egyedi használható határát.
Változó vastagság. A vastagság egyetlen bőrön is változik, jellemzően 1,5–2,5 mm a háton és a vállon, a 0,8–1,2 mm-ig a hason és a lábakon. Azoknál az alkalmazásoknál, ahol minimális vastagság van megadva (autóüléshuzatok, prémium lábbelik), a mintákat a vastagsági követelménynek megfelelő területeken kell elhelyezni.
Természeti hibák. Minden eredeti bőrben vannak hibák – olyan területek, amelyek nem használhatók vagy nem kívánatosak a késztermékek számára. A gyakori hibatípusok a következők:
hegek és gyógyult sebek Szögesdrótból, rovarcsípésből vagy márkajelzésből származó
Szemcse szabálytalanságok – olyan területek, ahol a felszíni szemcsék hibásak vagy inkonzisztensek
Vénás nyomok – látható vénás minták a vékony hasi bőrön
Lyukak és szakadások – feldolgozási károk vagy természetes okok miatt
Vékony foltok – olyan területek, ahol a bőr vastagsága nem éri el a minimálisan előírt vastagságot
A kézi vágás során a kezelő vizuálisan felméri az egyes bőröket, és megpróbálja elkerülni ezeket a hibákat a vágási minták elhelyezésekor. Ennek az értékelésnek a pontossága – és a kapott mintaelrendezés hatékonysága – teljes mértékben a kezelő tapasztalatától és figyelmétől függ. Az eredmény inkonzisztens hozam és inkonzisztens minőség.
A látásbeágyazó rendszer ezt a kézi értékelést egy szisztematikus, megismételhető, szoftvervezérelt folyamattal helyettesíti.
A Leather Vision fészkelőrendszer négy összetevője
1. komponens: Kameratömb
A látórendszer egy vagy több, a vágóasztal fölé szerelt nagy felbontású kamerát használ. Amikor a bőrt az asztalra helyezik, a kamerák teljes képet készítenek a teljes bőrfelületről.
Fontosak a fényképezőgép specifikációi:
Felbontás: A nagyobb felbontás pontosabb hibaészlelést és kontúrleképezést tesz lehetővé. A gyártási szintű rendszerek elegendő felbontású kamerákat használnak a teljes bőrfelületen 5–10 mm-es hibák észlelésére.
Lefedett terület: A kameratömbnek le kell fednie a vágóasztal teljes munkaterületét holtterek nélkül. Az 1600 × 2500 mm-es vagy nagyobb munkaterületű nagy formátumú gépeknél általában több kamerát használnak, és a képeiket szoftverrel illesztik össze.
Világítás: Az egyenletes, egyenletes megvilágítás elengedhetetlen a pontos képelemzéshez. A látórendszer szabályozott világítást – jellemzően LED-tömböket – tartalmaz, amelyek kiküszöbölik az árnyékokat és a visszaverődéseket, amelyek zavarják a hibaészlelést.
A szkennelési folyamat 30–60 másodpercet vesz igénybe egy teljes marhabőr esetében. Ezalatt a kezelő elkészítheti a következő bőrt, vagy begyűjtheti az előző ciklusból kivágott darabokat.
2. komponens: Kontúrfelismerő szoftver
A kontúrfelismerő szoftver feldolgozza a kamera képét, hogy meghatározza a használható bőrterület pontos határát.
A kontúrfelismerés működése:
A szoftver elemzi a kontrasztot a bőrfelület és a vágóasztal felülete között
Nagy felbontásban követi a rejtés határát, rögzítve a rejtett él szabálytalan görbéit
Digitális kontúrtérképet hoz létre – a rejtés külső határának pontos vektoros ábrázolását
Ez a kontúrtérkép meghatározza azt a területet, amelyen belül a minták elhelyezhetők
A kontúrfelismerés pontossága: A gyártási minőségű rendszerek ±2-5 mm-es kontúrleképezési pontosságot érnek el, ami elegendő a beágyazás optimalizálásához. A kontúrtérkép arra szolgál, hogy megakadályozza a minták elhelyezését bármely résznél a rejtési határvonalon kívül – ez az elhelyezési hiba, amely hibás alkatrészt eredményez.
3. komponens: Hibaészlelő szoftver
A hibaészlelés a látásfészek rendszer műszakilag legigényesebb eleme. A szoftvernek különbséget kell tennie a normál bőrfelületi eltérések (szemcsés textúra, természetes színváltozások) és a tényleges hibák (hegek, lyukak, vékony foltok) között, amelyeket el kell kerülni.
A hibafelismerés működése:
A szoftver képelemző algoritmusokat használ a rejtett felület anomáliáinak azonosítására. A különböző hibatípusok eltérő vizuális aláírással rendelkeznek:
Hiba típusa
Vizuális aláírás
Észlelési módszer
Hegek és gyógyult sebek
Sima, szőrtelen foltok különböző textúrájú
Textúra elemzés
Lyukak és könnyek
Sötét területek éles határokkal
Kontrasztelemzés
Gabona egyenetlenségek
Megszakadt felületi mintázatú területek
Mintaelemzés
Vénás nyomok
Lineáris minták hasi bőrön
Vonalérzékelés
Márkajelzések
Geometriai minták megváltozott textúrával
Alak- és textúraelemzés
A szoftver minden azonosított hibát kizárási zónaként jelöl meg – olyan területként, ahol nem helyezhetők el vágási minták. A kizárási zóna mérete általában valamivel nagyobb, mint az észlelt hiba, hogy biztonsági ráhagyást biztosítson.
A hibaészlelés érzékenysége állítható. Azoknál a prémium bőrárunál, ahol a felületi egyenetlenségek elfogadhatatlanok, az érzékenység magasra állítható – még a kisebb szemcsézettségeket is felismerve és kizárva. Az olyan ipari alkalmazásoknál, ahol csak a szerkezeti hibák számítanak, az érzékenység alacsonyabbra állítható a hozam maximalizálása érdekében, kisebb kozmetikai eltérések megengedésével.
Kezelői áttekintés és felülbírálás. Az automatikus hibaészlelés után a kezelő áttekinti a hibatérképet a képernyőn, és manuálisan hozzáadhat vagy eltávolíthat kizárási zónákat. Ez az emberi ellenőrzési lépés felderíti azokat a hibákat, amelyeket az automatizált rendszer esetleg kihagy (különösen a finom szemcsés eltéréseket), és eltávolítja a hamis pozitívakat (olyan területeket, amelyeket a rendszer hibásként jelölt meg, de amelyek ténylegesen elfogadhatók).
A kontúrtérkép és a hibakizárási zónák definiálásával a beágyazó szoftver megoldja az optimalizálási problémát: hogyan kell elrendezni a szükséges vágási mintákat a használható területen belül az anyaghozam maximalizálása érdekében.
A beágyazás optimalizálás problémája:
Adott:
Használható terület, amelyet a rejtési kontúr mínusz a hibakizárási zónák határoznak meg
Kivágandó minták halmaza (meghatározott formákkal, méretekkel és megszorításokkal)
Az egyes mintákra vonatkozó megkötések (szemcseirány, minimális távolság stb.)
Lelet:
A minták elrendezése, amely maximalizálja az elrejtésből kivágott minták számát (vagy minimalizálja a hulladékterületet)
Ez egy számításilag összetett optimalizálási probléma – matematikailag kapcsolódik a 'ládacsomagolás' problémához, amely NP-nehéz. A beágyazó szoftver heurisztikus algoritmusokat (genetikus algoritmusokat, szimulált lágyítást vagy szabadalmaztatott optimalizálási módszereket) használ, hogy másodpercek alatt közel optimális megoldásokat találjon.
A beágyazó szoftverek megszorításai:
Szemcse iránya: Azokat a mintákat, amelyeket úgy kell vágni, hogy a szemcse meghatározott irányban fut (pl. az üléstámláknál a szemeknek függőlegesen kell futniuk), a megfelelő tájolásra kell korlátozni. A szoftver tiszteletben tartja ezt a megkötést, miközben optimalizálja az elhelyezést.
Minimális távolság: A mintáknak minimális távolságot kell tartaniuk egymástól és a bőr szélétől, hogy biztosítsák a tiszta vágásokat és a bőr szerkezeti integritását a darabok között.
Mintaprioritás: Ha az elrejtés nem képes az összes szükséges minta elhelyezésére, a szoftver a magasabb értékű vagy kritikusabb mintákat részesíti előnyben.
Hibakizárás: A minták egyetlen része sem fedhet át egy hibakizárási zónát.
Vastagsági zónák: A minimális vastagsági követelményeket támasztó alkalmazásoknál a minták korlátozhatók a bőr azon területeire, amelyek megfelelnek a vastagsági specifikációnak (a vastagságleképezéssel való integrációt igényli, amely egy speciális szolgáltatás).
Beágyazás eredménye: A szoftver vizuális elrendezést hoz létre, amely bemutatja az összes mintát a rejtvényen, színkódolt jelzőkkel minden mintához. A kezelő áttekinti az elrendezést, szükség esetén manuálisan módosíthatja, és jóváhagyja a vágást. A jóváhagyott elrendezés ezután vágóprogramként elküldésre kerül a CNC vágógéphez.
Hogyan javítja a látás beágyazása az anyaghozamot: a számok
A látási beágyazásból származó hozamjavulás két forrásból származik: a pontosabb kontúrleképezés (a bőr tényleges felhasználható területének több felhasználása) és a hatékonyabb mintaelrendezés (több minta illesztése a rendelkezésre álló területre).
1. forrás: Pontos kontúrhasználat
A kézi vágás során a kezelők általában konzervatív biztonsági ráhagyást adnak a bőr széle körül – elkerülve a bőr kerületének utolsó 20–40 mm-ét, hogy a minták ne nyúljanak túl a használható területen. Ez a konzervatív megközelítés jelentős mennyiségű használható bőrcsíkot pazarol el a bőr teljes kerületén.
Egy tipikus, körülbelül 5000 mm-es kerületű marhabőr esetében egy 25 mm-es átlagos biztonsági ráhagyás körülbelül 0,125 m⊃2-t veszít el; használható bőrből – a bőr teljes területének nagyjából 3–5%-a.
A látórendszer ±2–5 mm-es pontossággal térképezi fel a bőr kontúrját, lehetővé téve a minták elhelyezését a tényleges rejtett éltől számított 5–8 mm-en belül. Ez önmagában a használható bőr 2–4%-át nyeri vissza a kézi konzervatív margókhoz képest.
2. forrás: Hatékony mintaelrendezés
A beágyazó szoftver optimalizálási algoritmusa folyamatosan felülmúlja a kézi mintaelrendezést. A javulás akkor a legjelentősebb, ha:
Sok kis mintát vágnak ki egyetlen bőrből (lábbeli alkatrészek, kis bőráru-alkatrészek) – a szoftver olyan elrendezéseket találhat, amelyeket az ember nem gondolna
A szabálytalan mintaformák összetett illeszkedési kihívásokat okoznak – a szoftver több ezer lehetséges elrendezést értékel, hogy megtalálja a legjobb illeszkedést
Egyszerre több mintatípust vágnak le – a szoftver különböző mintatípusokat keverhet, hogy kitöltse azokat a hézagokat, amelyek az egymintás vágással kárba vesznének.
Tipikus javulás a szoftveres beágyazástól a kézi elrendezéshez képest: 5–12 százalékpont, a minta bonyolultságától és a keveréktől függően.
Kombinált hozamjavítás
Hozamkomponens
Kézi vágás
Vision Nesting CNC
Kontúrhasználat
Konzervatív - 20-40 mm margó
Pontos - 5-8 mm margó
Hibaelkerülési pontosság
Operátorfüggő
Szisztematikus
A mintaelrendezés hatékonysága
Emberi optimalizálás
Algoritmus optimalizálás
Tipikus összhozam
55-70%
70-85%
Termésjavítás
Alapvonal
+8–15 százalékponttal
Valós hozamhatás iparág szerint
Autóbelső Bőr
Tipikus bőrhasználat: napi 60–150 bőr egy közepes méretű autóbőr-beszállítónál
A bőr tipikus költsége: 80–150 USD bőrönként (autóipari minőségű marhabőr)
Az autóipari beszállítók számára ez a hozamjavítás az elsődleges pénzügyi indok CNC bőrvágó gép beruházás. A megtérülési idő jellemzően 3-8 hónap csupán anyagmegtakarítástól számítva.
Bútorok és kárpitok
Tipikus bőrhasználat: 20-80 bőr naponta egy kanapégyártónál
A bőr tipikus költsége: 60–120 USD bőrönként
Termésjavulás: 8–12 százalékpont
A bútorbőr vágása gyakran nagy paneleket foglal magában (üléspárnahuzatok, hátlapok), ahol a beágyazási kihívás a nagy minták hatékony illesztése a bőr szabálytalan élei és hibazónái köré.
Lábbeli gyártás
Tipikus bőrhasználat: napi 30-100 bőr egy cipőgyártónál
A bőr tipikus költsége: 50–100 USD bőrönként
Termésjavulás: 10–15 százalékpont
A lábbelivágás során sok apró mintát (felsőrészek, bélések, nyelvdarabok, saroktartók) használnak minden egyes bőrből. A kis darabok nagy száma különösen bonyolulttá teszi a beágyazás-optimalizálási problémát – és a szoftver előnye a kézi elrendezéssel szemben ebben a forgatókönyvben a legnagyobb.
Azoknál a luxusbőráruknál, ahol a legmagasabb a bőráruk, még a szerény hozamnövekedés is jelentős költségmegtakarítást eredményez. A hibaelhárító képesség különösen értékes – ha egy luxus kézitáskán egy heg vagy szemcsék egyenetlenségei vannak, akkor ez minőségi visszautasítást jelent, a szisztematikus hibaelkerülés pedig csökkenti az átdolgozás és az elutasítás arányát.
Vision Nesting vs. Standard Nesting: mi a különbség?
Nem minden CNC bőrvágó gép tartalmaz látórendszert. Egyes gépek szabványos egymásba ágyazó szoftvert használnak – amely optimalizálja a minták elrendezését egy téglalap alakú területen – a kamera alapú rejtett szkennelés nélkül.
Funkció
Normál beágyazás
Vision Nesting
Mintaelrendezés optimalizálás
✅ Igen
✅ Igen
Kontúrleképezés elrejtése
❌ Nem – téglalap alakú területet feltételez
✅ Igen – leképezi a rejtett tényleges alakját
Hibafelismerés és -elkerülés
❌ Nem
✅ Igen
Valódi bőrhöz alkalmas
❌ Korlátozott – elpazarolja a szabálytalan éleket
✅ Igen – teljes elrejtés kihasználása
Alkalmas szintetikus bőrhöz
✅ Igen – egységes téglalap alakú anyag
✅ Igen
Kompozit szövetekhez alkalmas
✅ Igen
✅ Igen (hibafelismerés nélkül)
A szabványos beágyazás megfelelő: Szintetikus bőr (PU, PVC, mikroszálas), kompozit szövetek, hablapok, tömítőlemezek – minden olyan anyag, amely egyenletes, téglalap alakú, hibák nélkül.
Látásfészek szükséges: Valódi bőr (marhabőr, báránybőr, sertésbőr) – bármilyen szabálytalan alakú és természetes hibás anyag.
Ezért van Shilaié A valódi bőrhöz készült CNC-bőrvágó gépek alapvető összetevője a látórendszer, míg a kompozit anyagokat, habszivacsot és tömítéseket feldolgozó gépek szabványos egymásba ágyazó szoftvert használnak, amely a megfelelő anyagokra van optimalizálva.
Összehasonlításképpen a Shilai's-ban használt intelligens fészkelő szoftver A kompozit anyagvágó gépek optimalizálják a mintaelrendezést a téglalap alakú szövettekercseken és -lapokon – akár 15%-os anyagmegtakarítást érhet el a hatékony elrendezés révén, de a valódi bőr által megkívánt elrejteni kontúr- és hibaészlelési képességek nélkül.
Szoftverkompatibilitás és munkafolyamat-integráció
A látásbeágyazó rendszert úgy tervezték, hogy minimális fennakadással integrálódjon a meglévő termelési munkafolyamatokba.
Tervezési fájl kompatibilitás:
A beágyazó szoftver elfogadja a bőráru- és autótervezésben használt szabványos tervezési fájlformátumokat:
DXF (AutoCAD)
AI (Adobe Illustrator)
SVG
CorelDRAW (CDR)
PLT
A mintakönyvtárak idővel felépíthetők – amint egy mintát importált és konfigurált (szemcseirány-kényszerekkel, prioritási beállításokkal stb.), a szoftver a szoftverkönyvtárban tárolódik, és minden jövőbeli vágási feladathoz elérhető.
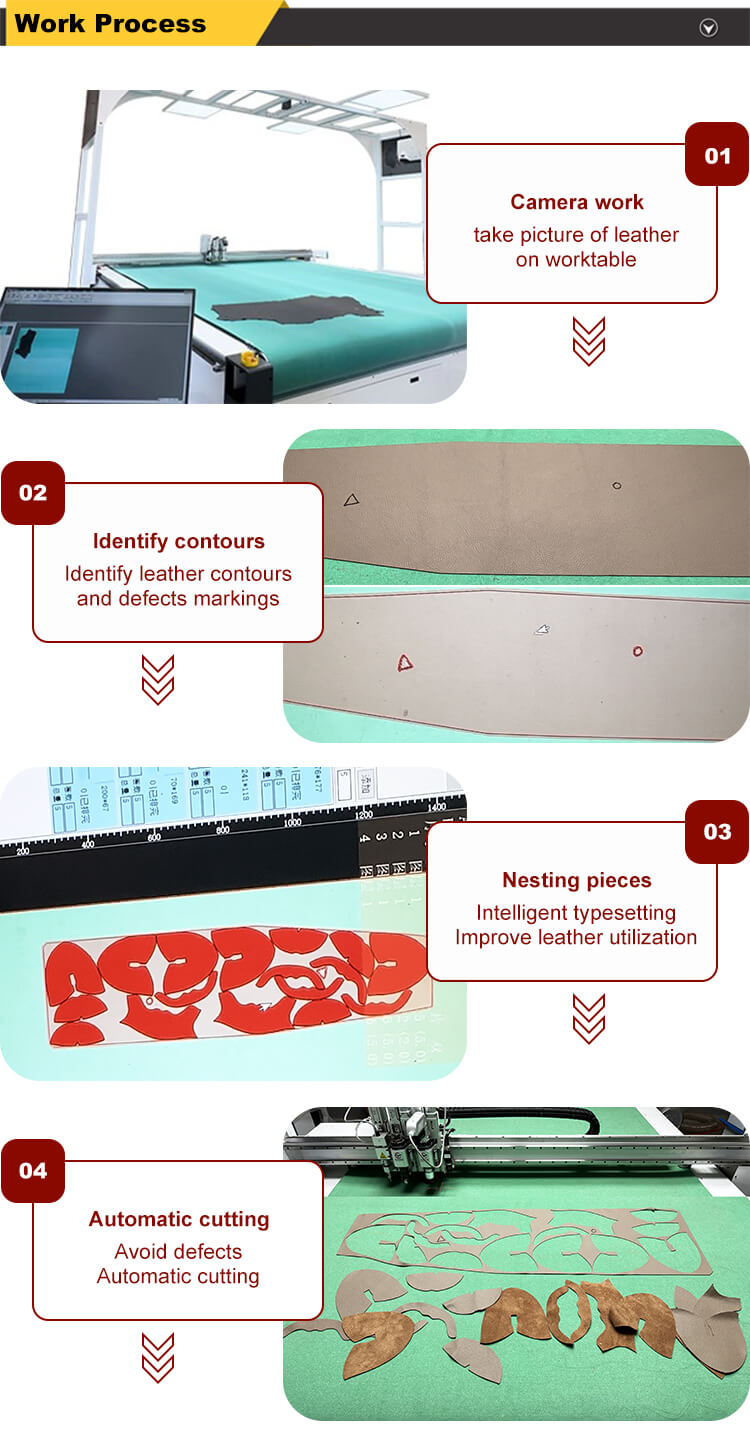
Munkafolyamat egy tipikus gyártási folyamathoz:
Válasszon mintákat a könyvtárból az aktuális gyártási rendeléshez
Helyezze a bőrt a vágóasztalra
Szkennelés – a kamera rejtett képet rögzít (30–60 másodperc)
Áttekintés – a kezelő ellenőrzi a hibatérképet, szükség esetén módosítja (1-2 perc)
Nest – a szoftver optimalizált elrendezést generál (10–30 másodperc)
Jóváhagyás – a kezelő megerősíti az elrendezést
Vágás – CNC gép minden mintát levág (bőrönként 3-10 perc)
Gyűjtse össze – a kezelő eltávolítja a vágott darabokat és a hulladékot
Bővítésenkénti teljes idő: 5–15 perc , szemben a kézi elrendezés és vágás 20–45 percével.
A Vision Nesting System minőségének értékelése: mire kell figyelni
Nem minden látásfészekrendszer működik egyformán. Értékelésekor a CNC bőrvágó gép látási beágyazással, értékelje ezeket a speciális képességeket:
Hibafelismerési pontosság
Kérje meg a szállítót, hogy mutassa be a hibaészlelést az ismert hibákkal rendelkező bőrön. A rendszernek:
Azonosítsa az összes jelentős hibát (hegek, lyukak, szemcseppek)
Minimális téves pozitív eredmény (az elfogadható bőr megjelölése hibásként)
Engedélyezze a kezelő ellenőrzését és kézi javítását
A rossz hibaészlelésű rendszer – vagy hiányzik a valódi hibákból, vagy túlzottan téves pozitív eredményeket generál – vagy hibás alkatrészeket termel, vagy felhasználható bőrt pazarol.
Beágyazási algoritmus teljesítménye
Kérjen hozam-összehasonlító tesztet: vágja le kétszer ugyanazt a bőrt, egyszer kézi beágyazással, egyszer pedig a látásfészek rendszerrel, ugyanazt a mintakészletet használva. Mérje meg az egyes módszerekből kivágott minták számát. A látásfészek rendszernek folyamatosan 8-15%-kal több mintát kell készítenie ugyanabból a bőrből.
Szkennelési sebesség
A szkennelési idő közvetlenül befolyásolja a termelési teljesítményt. Az a rendszer, amely 3–5 percet vesz igénybe egy bőr beolvasása, szűk keresztmetszetet hoz létre, amely korlátozza a gép hatékony vágási kapacitását. A gyártási szintű rendszerek 30–60 másodperc alatt befejezik a rejtett szkennelést.
Szoftver használhatóság
A kezelőfelületnek intuitívnak kell lennie. Az üzemeltetőknek képesnek kell lenniük a hibatérkép áttekintésére, kiigazítások elvégzésére és a beágyazási elrendezés jóváhagyására speciális képzés nélkül. A bonyolult vagy nem intuitív szoftverek növelik a kezelői hibák kockázatát és lelassítják a termelést.
Integráció vágógéppel
A látórendszernek és a vágógépnek teljesen integráltnak kell lennie – a beágyazási elrendezésnek közvetlenül át kell vinnie a vágóprogramot kézi fájlkonverzió vagy újbóli bevitel nélkül. Ennek az átvitelnek minden manuális lépése hibakockázatot jelent, és időt növel.
Shilai CNC bőrvágó gépek Vision beágyazással
A Shilai valódi bőrvágó gépei szabványos funkcióként integrálják a látásbeágyazó rendszert, a kameratömbökkel, a hibaészlelő szoftverrel és a beágyazás-optimalizálással, amelyek mind gyártási használatra vannak konfigurálva.
A teljes kínálat A Shilai bőrvágó gépek minden gyártási mérethez és alkalmazáshoz tartalmaznak modelleket:
Modell
Munkaterület
Vision System
Legjobb For
Természetes valódi bőr CNC vágógép
Testreszabható
✅ Teljes látás fészkelő
Marhabőr, báránybőr, disznóbőr – mind valódi bőr
Valódi bőr digitális CNC vágógép
Testreszabható
✅ Teljes látás fészkelő
Valódi + műbőr, hibakerülő
SL2530CL digitális bőrvágó gép
2500×3000 mm
✅ Intelligens fészekrakás
Autóipar, lábbelik, táskák – CE minősítéssel
SL1825AL automatikus adagolású bőrvágó gép
1800×2500 mm
✅ Beágyazó szoftver
Nagy volumenű autóipari és bútortekercsek
SL1625CL bőrvágó gép
1600×2500 mm
✅ Beágyazó szoftver
Kanapé, autóülés, szállítószalag gyártás
SL1840CL marhabőr vágógép
1800×4000 mm
✅ Beágyazó szoftver
Lábbeli, táska, nagy formátumú bőrvágás
SL1630AL nyeregbőr vágógép
1600×3000 mm
✅ Beágyazó szoftver
Vastag nyeregbőr, bútor, luxuscikkek
Minden modellt japán szervomotorok és tajvani precíziós vezetősínek hajtanak meg, ±0,1 mm-es vágási tűréssel 3 év garanciával.
Következtetés
A bőrbeillesztési rendszer nem választható kiegészítő a valódi bőrvágáshoz – ez az alapvető technológia, amely a CNC-bőrvágást gazdaságilag vonzóvá teszi. Enélkül a CNC gépek pontosabban vágják a bőrt, mint a kézi módszerekkel, de nem oldják meg az alapvető hozamproblémát. Ezzel a pontos kontúrleképezés, a szisztematikus hibaelkerülés és az algoritmus által vezérelt mintaoptimalizálás kombinációja következetesen 8-15%-kal több használható bőrt biztosít minden bőrből.
A valódi bőrt bármilyen jelentős mennyiségben vágó gyártók számára – legyen szó autóbelsőről, bútorokról, lábbelikről vagy bőrárukról – a látásfészek rendszer az anyagköltséget változó, kezelőtől függő költségből irányított, optimalizált gyártási paraméterré alakítja át.
Ha értékeled CNC-bőrvágó gépeknél , és szeretné megérteni, hogy a látásfészek rendszer hogyan teljesítene az Ön bőrén és mintáján, a legközvetlenebb út a mintavizsgálat. Küldje el nekünk bőrmintáját és mintafájljait, és bemutatjuk a tényleges gyártási anyagok hozamjavulását.
A bőrlátó beágyazórendszer egy kamera alapú szkennelő és szoftveroptimalizáló rendszer, amely egy CNC bőrvágó gépbe van integrálva. Minden egyes bőrfelületet átvizsgál, hogy feltérképezze a használható határt, és azonosítsa a hibás területeket (hegek, lyukak, szemcse-egyenetlenségek), majd automatikusan elrendezi a vágási mintákat a használható területen belül, hogy maximalizálja az anyaghozamot – jellemzően 8-15 százalékponttal javítja a hozamot a kézi elrendezéshez képest.
Hogyan észleli a bőr látórendszer a hibákat?
A látórendszer képelemző algoritmusokat használ a rejtett felület anomáliáinak azonosítására. A különböző hibatípusok eltérő vizuális jelekkel rendelkeznek: a hegek sima, szőrtelen foltokként jelennek meg; a lyukak sötét területeket hoznak létre éles határokkal; a szemcsék egyenetlenségei megszakadt felületi mintázatként jelennek meg. A szoftver minden észlelt hibát kizárási zónaként jelöl meg, amelyet az egymásba ágyazási algoritmus elkerül a vágási minták elhelyezésekor.
Mennyire javítja az anyaghozamot egy bőrlátó fészkelőrendszer?
A gyártás során a bőr beágyazórendszer általában 8–15 százalékponttal javítja a valódi bőr anyaghozamát – a kézi vágással 55–70%-ról 70–85%-ra CNC látómezővel. A javulás két forrásból származik: a rejtett kontúrok pontosabb kihasználásából (az elrejtés tényleges felhasználható területének több felhasználása), valamint az optimalizáló algoritmus általi hatékonyabb mintaelrendezésből.
Működik a látásfészek rendszer műbőr esetén?
A látórendszer rejtett kontúrleképező és hibaészlelő komponensei a valódi bőrre jellemzőek – a szintetikus bőr egységes téglalap alakú, szabálytalan kontúrok vagy természetes hibák nélkül. A beágyazás-optimalizáló szoftver azonban teljes mértékben alkalmazható műbőrre, PU-bőrre és PVC-bőrre, optimalizálva a minták elrendezését a téglalap alakú tekercseken vagy lapokon a hulladék minimalizálása érdekében.
Mennyi ideig tart egy bőr átvizsgálása a látórendszerrel?
A gyártási minőségű bőr látórendszerek 30–60 másodperc alatt befejezik a rejtett szkennelést. A szkennelés után a kezelő átnézi a hibatérképet (1-2 perc), a beágyazó szoftver elkészíti az optimalizált elrendezést (10-30 másodperc), a kezelő pedig jóváhagyja azt. A bőr elhelyezésétől a vágás megkezdéséig tartó teljes idő általában 2-4 perc.
Felülbírálhatja a kezelő a látórendszer hibaészlelését?
Igen. Az automatikus hibaészlelés után a kezelő áttekinti a hibatérképet a képernyőn, és manuálisan hozzáadhat kizárási zónákat (a rendszer által kihagyott hibák esetén) vagy eltávolíthatja azokat (azokhoz a területekhez, amelyeket a rendszer hibásként jelölt meg, de amelyek ténylegesen elfogadhatók). Ez az emberi felülvizsgálati lépés egy fontos minőségellenőrzési réteg, amely egyesíti az automatizált észlelés következetességét egy tapasztalt kezelő megítélésével.
Milyen tervezési fájlformátumokat fogad el a beágyazó szoftver?
A Shilai bőrbeágyazó szoftvere elfogadja a DXF (AutoCAD), AI (Adobe Illustrator), SVG, CorelDRAW és PLT formátumokat – az autóiparban, lábbelikben és bőrárugyártásban használt szabványos tervezési fájlformátumokat.
Jinan Shilai Technology Equipment Co., Ltd. vezető gyártó, amely intelligens kutatás-fejlesztésére és gyártására szakosodott CNC oszcilláló késes vágógépek . Korszerű kínálunk digitális síkágyas vágási megoldásokat a csomagoló-, autó-, reklám- és textilipar számára világszerte.
Személyre szabott élmények teljes irányítás mellett.
Ez a weboldal cookie-kat és hasonló technológiákat ('cookie-kat') használ. Az Ön beleegyezésével analitikai cookie-kat használ annak nyomon követésére, hogy mely tartalmak érdeklik Önt, és marketing cookie-kat az érdeklődésen alapuló hirdetések megjelenítéséhez. Ezekhez az intézkedésekhez külső szolgáltatókat veszünk igénybe, akik az adatokat saját céljaikra is felhasználhatják.
Hozzájárulását az 'Összes elfogadása' gombra kattintva vagy az egyéni beállítások alkalmazásával adja meg. Az Ön adatait ezután az EU-n kívüli harmadik országokban is feldolgozhatják, például az Egyesült Államokban, amelyek nem rendelkeznek megfelelő szintű adatvédelemmel, és ahol különösen a helyi hatóságok hozzáférése nem akadályozható meg hatékonyan. Hozzájárulását bármikor azonnali hatállyal visszavonhatja. Ha rákattint az 'Összes elutasítása' gombra, csak a feltétlenül szükséges cookie-k kerülnek felhasználásra.