Ett lädervisionskapssystem är ett kamerabaserat skannings- och mjukvaruoptimeringssystem integrerat i en CNC-läderskärmaskin. Den skannar varje gömma för att kartlägga dess användbara gränser och identifiera defekta områden, och arrangerar sedan automatiskt skärmönster inom det användbara området för att maximera materialutbytet. I produktionen levererar detta system konsekvent 8–15 procentenheter mer användbart läder per hud jämfört med manuell layout – en avkastningsförbättring som direkt minskar materialkostnaden per färdig del.
För tillverkare som skär äkta läder för bilinteriörer, möbelklädsel, skor eller lädervaror är vision nesting-systemet den enskilt mest effektiva tekniken för att kontrollera materialkostnaderna. Den här guiden förklarar hur systemet fungerar, vad varje komponent gör, hur den hanterar olika defekttyper och vilka avkastningsförbättringar som är realistiska i produktionen.
Varför äkta läder kräver en specialiserad inredningsmetod
Äkta läder skiljer sig fundamentalt från syntetmaterial som skärsubstrat. En rulle av PU-läder eller ett ark av gummipackningsmaterial har enhetliga dimensioner, konsekvent tjocklek och inga defekter - kapslingsmjukvaran behöver helt enkelt ordna mönster effektivt inom ett rektangulärt område.
En hud av äkta läder är ingen av dessa saker.
Oregelbunden form. Varje kohud, fårskinn eller grisskinn har en unik, oregelbunden kontur. Magkanterna är böjda och ojämna; benområdena skapar konkava fördjupningar; den övergripande formen varierar avsevärt mellan enskilda djur. Det finns ingen standard 'arkstorlek' att kapsla i – varje gömställe definierar sin egen unika användbara gräns.
Variabel tjocklek. Tjockleken varierar över en enda hud, vanligtvis från 1,5–2,5 mm på ryggen och axeln till 0,8–1,2 mm på magen och benen. För applikationer där minsta tjocklek är specificerad (bilsätesöverdrag, premiumskor) måste mönster placeras i områden som uppfyller tjocklekskravet.
Naturliga defekter. Varje äkta hud innehåller defekter - områden som är oanvändbara eller oönskade för färdiga produkter. Vanliga defekttyper inkluderar:
Ärr och läkta sår från taggtråd, insektsbett eller märken
Ojämnheter i korn — områden där ytkornen är störd eller inkonsekvent
Ådermärken — synliga ådermönster på tunt bukläder
Hål och revor - från bearbetningsskador eller naturliga orsaker
Tunna fläckar — områden där huden är under specifikationen för minsta tjocklek
Vid manuell skärning utvärderar en operatör visuellt varje hud och försöker undvika dessa defekter vid positionering av skärmönster. Noggrannheten i denna bedömning – och effektiviteten hos den resulterande mönsterlayouten – beror helt på operatörens erfarenhet och uppmärksamhet. Resultatet är inkonsekvent utbyte och inkonsekvent kvalitet.
Synnestingsystemet ersätter denna manuella bedömning med en systematisk, repeterbar, mjukvarudriven process.
De fyra komponenterna i ett Leather Vision Nesting System
Komponent 1: Kamerauppsättning
Synsystemet använder en eller flera högupplösta kameror monterade ovanför skärbordet. När skinnet läggs på bordet fångar kamerorna en helhetsbild av hela skinnytan.
Kameraspecifikationer som är viktiga:
Upplösning: Högre upplösning möjliggör mer exakt defektdetektering och konturkartering. Produktionsklassade system använder kameror med tillräcklig upplösning för att upptäcka defekter så små som 5–10 mm över en hel hud.
Täckningsområde: Kamerauppsättningen måste täcka hela skärbordets arbetsområde utan döda vinklar. För storformatsmaskiner med arbetsytor på 1600×2500 mm eller större, används vanligtvis flera kameror och deras bilder sammanfogas av programvara.
Belysning: Konsekvent, jämn belysning är avgörande för korrekt bildanalys. Synsystemet inkluderar kontrollerad belysning - vanligtvis LED-arrayer - som eliminerar skuggor och reflektioner som skulle störa defektdetektering.
Skanningsprocessen tar 30–60 sekunder för en hel kohud. Under denna tid kan operatören förbereda nästa hud eller samla in skurna bitar från föregående cykel.
Komponent 2: Programvara för konturigenkänning
Programvaran för konturigenkänning bearbetar kamerabilden för att identifiera den exakta gränsen för det användbara läderområdet.
Så fungerar konturigenkänning:
Mjukvaran analyserar kontrasten mellan hudytan och skärbordets yta
Den spårar gömma gränsen med hög upplösning och fångar de oregelbundna kurvorna på gömma kanten
Den genererar en digital konturkarta — en exakt vektorrepresentation av hudens yttre gräns
Denna konturkarta definierar området inom vilket mönster kan placeras
Noggrannhet av konturigenkänning: System av produktionskvalitet uppnår en konturkarteringsnoggrannhet på ±2–5 mm, vilket är tillräckligt för kapslingsoptimeringen. Konturkartan används för att förhindra att mönster placeras med någon del utanför gömgränsen - ett placeringsfel som skulle producera en defekt del.
Komponent 3: Programvara för defektdetektering
Defektdetektering är den mest tekniskt krävande komponenten i vision-nesting-systemet. Programvaran måste skilja mellan normala läderytor (kornstruktur, naturlig färgvariation) och faktiska defekter (ärr, hål, tunna fläckar) som bör undvikas.
Hur defektdetektering fungerar:
Programvaran använder bildanalysalgoritmer för att identifiera anomalier i hudytan. Olika defekttyper har olika visuella signaturer:
Typ av defekt
Visuell signatur
Detektionsmetod
Ärr och läkta sår
Släta, hårlösa fläckar med olika textur
Texturanalys
Hål och revor
Mörka områden med skarpa gränser
Kontrastanalys
Korn oregelbundenheter
Områden med stört ytmönster
Mönsteranalys
Ådermärken
Linjära mönster på magläder
Linjedetektering
Varumärken
Geometriska mönster med ändrad struktur
Form- och texturanalys
Programvaran markerar varje identifierad defekt som en uteslutningszon – ett område där klippmönster inte kan placeras. Storleken på uteslutningszonen är vanligtvis inställd något större än den detekterade defekten för att ge en säkerhetsmarginal.
Defektdetekteringskänsligheten är justerbar. För premiumlädervaror där ojämnheter i ytan är oacceptabel, kan känsligheten ställas in högt – för att identifiera och utesluta även mindre ådringsvariationer. För industriella tillämpningar där endast strukturella defekter spelar roll, kan känsligheten ställas in lägre för att maximera utbytet genom att tillåta mindre kosmetiska variationer.
Operatörsgranskning och åsidosättande. Efter automatisk defektdetektering granskar operatören defektkartan på skärmen och kan manuellt lägga till eller ta bort undantagszoner. Detta mänskliga granskningssteg fångar upp defekter som det automatiserade systemet kan missa (särskilt subtila kornvariationer) och tar bort falska positiva (områden som systemet flaggat som defekter men som faktiskt är acceptabla).
Komponent 4: Intelligent Nesting Software
Med konturkartan och defektexklusionszoner definierade löser kapslingsmjukvaran optimeringsproblemet: hur man ordnar de erforderliga skärmönstren inom det användbara området för att maximera materialutbytet.
Problemet med kapslingsoptimering:
Given:
Ett användbart område som definieras av döljkonturen minus defektexklusionszoner
En uppsättning mönster som ska skäras (med definierade former, storlekar och begränsningar)
Begränsningar för varje mönster (kornriktning, minsta avstånd, etc.)
Hitta:
Arrangemanget av mönster som maximerar antalet mönster som klipps från denna gömma (eller minimerar avfallsytan)
Detta är ett beräkningsmässigt komplicerat optimeringsproblem — matematiskt relaterat till problemet med 'binpackning' som är NP-hårt. Kapslingsprogramvaran använder heuristiska algoritmer (genetiska algoritmer, simulerad glödgning eller proprietära optimeringsmetoder) för att hitta nära optimala lösningar på några sekunder.
Begränsningar som kapslingsmjukvaran hanterar:
Kornriktning: Mönster som måste skäras med ådring i en specifik riktning (t.ex. ryggstödspaneler måste ha ådring vertikalt) är begränsade till rätt orientering. Programvaran respekterar denna begränsning samtidigt som den optimerar placeringen.
Minsta avstånd: Mönstren måste hålla ett minsta avstånd från varandra och från döljkanten för att säkerställa rena skärningar och strukturell integritet av lädret mellan bitarna.
Mönsterprioritet: Om gömningen inte kan ta emot alla nödvändiga mönster, prioriterar programvaran högre värde eller mer kritiska mönster.
Defektexkludering: Ingen del av något mönster kan överlappa en defektexklusionszon.
Tjocklekszoner: För applikationer med minimitjocklekskrav kan mönster begränsas till områden av huden som uppfyller tjockleksspecifikationen (kräver integration med tjocklekskartering, en avancerad funktion).
Häckningsresultat: Programvaran genererar en visuell layout som visar alla mönster placerade på huden, med färgkodade indikatorer för varje mönster. Operatören granskar layouten, kan göra manuella justeringar vid behov och godkänner den för kapning. Den godkända layouten skickas sedan till CNC-skärmaskinen som ett skärprogram.
Hur Vision Nesting förbättrar materialutbytet: siffrorna
Avkastningsförbättringen från synkapsling kommer från två källor: mer exakt konturkartering (använder mer av hudens faktiska användbara område) och effektivare mönsterarrangemang (passar in fler mönster i det tillgängliga området).
Källa 1: Exakt konturutnyttjande
Vid manuell skärning lägger operatörerna vanligtvis till en konservativ säkerhetsmarginal runt döljkanten – undvik de sista 20–40 mm av hudomkretsen för att säkerställa att mönstren inte sträcker sig utanför det användbara området. Detta konservativa tillvägagångssätt slösar bort en betydande remsa av användbart läder runt hela hudens omkrets.
För en typisk kohud med en omkrets på cirka 5 000 mm, slösar en genomsnittlig säkerhetsmarginal på 25 mm cirka 0,125 m² av användbart läder — ungefär 3–5 % av hudens totala yta.
Visionssystemet kartlägger hudkonturen till ±2–5 mm noggrannhet, vilket gör att mönster kan placeras inom 5–8 mm från den faktiska hudkanten. Bara detta återvinner 2–4 % av det användbara lädret jämfört med manuella konservativa marginaler.
Källa 2: Effektivt mönsterarrangemang
Kapslingsprogramvarans optimeringsalgoritm överträffar konsekvent manuellt mönsterarrangemang. Förbättringen är mest betydande när:
Många små mönster skärs från en enda hud (skokomponenter, små delar av lädervaror) - programvaran kan hitta arrangemang som en människa inte skulle överväga
Oregelbundna mönsterformer skapar komplexa passningsutmaningar - programvaran utvärderar tusentals möjliga arrangemang för att hitta den bästa passformen
Flera mönstertyper skärs samtidigt - programvaran kan blanda olika mönstertyper för att fylla luckor som skulle gå till spillo med enkelmönsterskärning
Typisk förbättring från mjukvarukapsling kontra manuellt arrangemang: 5–12 procentenheter, beroende på mönsterkomplexitet och mix.
Kombinerad avkastningsförbättring
Avkastningskomponent
Manuell skärning
Vision Nesting CNC
Konturutnyttjande
Konservativ — 20–40 mm marginal
Exakt — 5–8 mm marginal
Noggrannhet för undvikande av defekter
Operatörsberoende
Systematisk
Effektivitet för mönsterarrangemang
Mänsklig optimering
Algoritm optimering
Typisk totalavkastning
55–70 %
70–85 %
Avkastningsförbättring
Baslinje
+8–15 procentenheter
Real-World Yield Inverkan per bransch
Automotive Interiör Läder
Typisk hudanvändning: 60–150 hudar per dag för en medelstor leverantör av billäder
Typisk hudkostnad: $80–$150 per hud (kohud av fordonskvalitet)
För fordonsleverantörer är denna avkastningsförbättring den primära ekonomiska motiveringen CNC-läderskärmaskininvestering . Återbetalningstiden är vanligtvis 3–8 månader från enbart materialbesparingar.
Möbler och klädsel
Typisk hudanvändning: 20–80 hudar per dag för en sofftillverkare
Typisk gömma kostnad: $60–$120 per gömma
Avkastningsförbättring: 8–12 procentenheter
Möbelläderklippning involverar ofta stora paneler (sittkuddsöverdrag, ryggpaneler) där häckningsutmaningen är att effektivt montera stora mönster runt hudens oregelbundna kanter och defekta zoner.
Skotillverkning
Typisk hudanvändning: 30–100 hudar per dag för en skotillverkare
Typisk gömma kostnad: $50–$100 per gömma
Avkastningsförbättring: 10–15 procentenheter
Att skära skor involverar många små mönster (överdelar, foder, plösbitar, hälräknare) från varje hud. Det stora antalet små bitar gör kapseloptimeringsproblemet särskilt komplicerat - och programvarans fördel gentemot manuellt arrangemang är störst i detta scenario.
Lädervaror (väskor, plånböcker, tillbehör)
Typisk hudanvändning: 10–40 hudar per dag
Typisk hudkostnad: $80–$200 per hud (premiumläder för lyxvaror)
Avkastningsförbättring: 8–13 procentenheter
För lyxiga lädervaror där hudkostnaden är högst, genererar även en blygsam avkastningsförbättring betydande kostnadsbesparingar. Möjligheten att undvika defekter är särskilt värdefull - ett ärr eller ojämnheter i korn på en lyxig handväska är ett kvalitetsavslag, och systematiskt undvikande av defekter minskar omarbetnings- och avvisningsfrekvensen.
Vision Nesting vs Standard Nesting: Vad är skillnaden?
Inte alla CNC-läderskärmaskiner har ett visionsystem. Vissa maskiner använder standardprogramvara för kapsling – som optimerar mönsterarrangemanget på ett rektangulärt område – utan kamerabaserad gömmaskanning.
Särdrag
Standard häckning
Vision Nesting
Optimering av mönsterarrangemang
✅ Ja
✅ Ja
Dölj konturkartering
❌ Nej — antar rektangulär area
✅ Ja — kartlägger den faktiska gömma formen
Defekt upptäckt och undvikande
❌ Nej
✅ Ja
Lämplig för äkta läder
❌ Begränsat — slösar bort oregelbundna kanter
✅ Ja — full hide-användning
Lämplig för syntetiskt läder
✅ Ja — enhetligt rektangulärt material
✅ Ja
Lämplig för komposittyger
✅ Ja
✅ Ja (utan defektdetektering)
Standardkapsling är lämplig för: syntetiskt läder (PU, PVC, mikrofiber), komposittyger, skumskivor, packningsark — vilket material som helst som kommer i enhetligt rektangulärt format utan defekter.
Vision häckning krävs för: Äkta läder (kohud, fårskinn, grisskinn) — alla material med oregelbunden form och naturliga defekter.
Det är därför Shilai's CNC-läderskärmaskiner för äkta läder inkluderar visionsystemet som en kärnkomponent, medan maskiner för kompositmaterial, skum och packningar använder standardprogramvara för kapsling som är optimerad för sina respektive material.
Som jämförelse, den intelligenta kapslingsmjukvaran som används i Shilai's Skärmaskiner för kompositmaterial optimerar mönsterlayouten på rektangulära tygrullar och ark – och uppnår materialbesparingar på upp till 15 % genom effektiva arrangemang, men utan de funktioner för att upptäcka hudkonturer och defekter som äkta läder kräver.
Programvarukompatibilitet och arbetsflödesintegration
Visionskapslingssystemet är designat för att integreras i befintliga produktionsarbetsflöden med minimala störningar.
Designfilkompatibilitet:
Kapslingsprogramvaran accepterar standarddesignfilformat som används i lädervaror och bildesign:
DXF (AutoCAD)
AI (Adobe Illustrator)
SVG
CorelDRAW (CDR)
PLT
Mönsterbibliotek kan byggas upp över tid — när ett mönster väl har importerats och konfigurerats (med begränsningar för kornriktning, prioritetsinställningar, etc.), lagras det i mjukvarubiblioteket och är tillgängligt för alla framtida skärjobb.
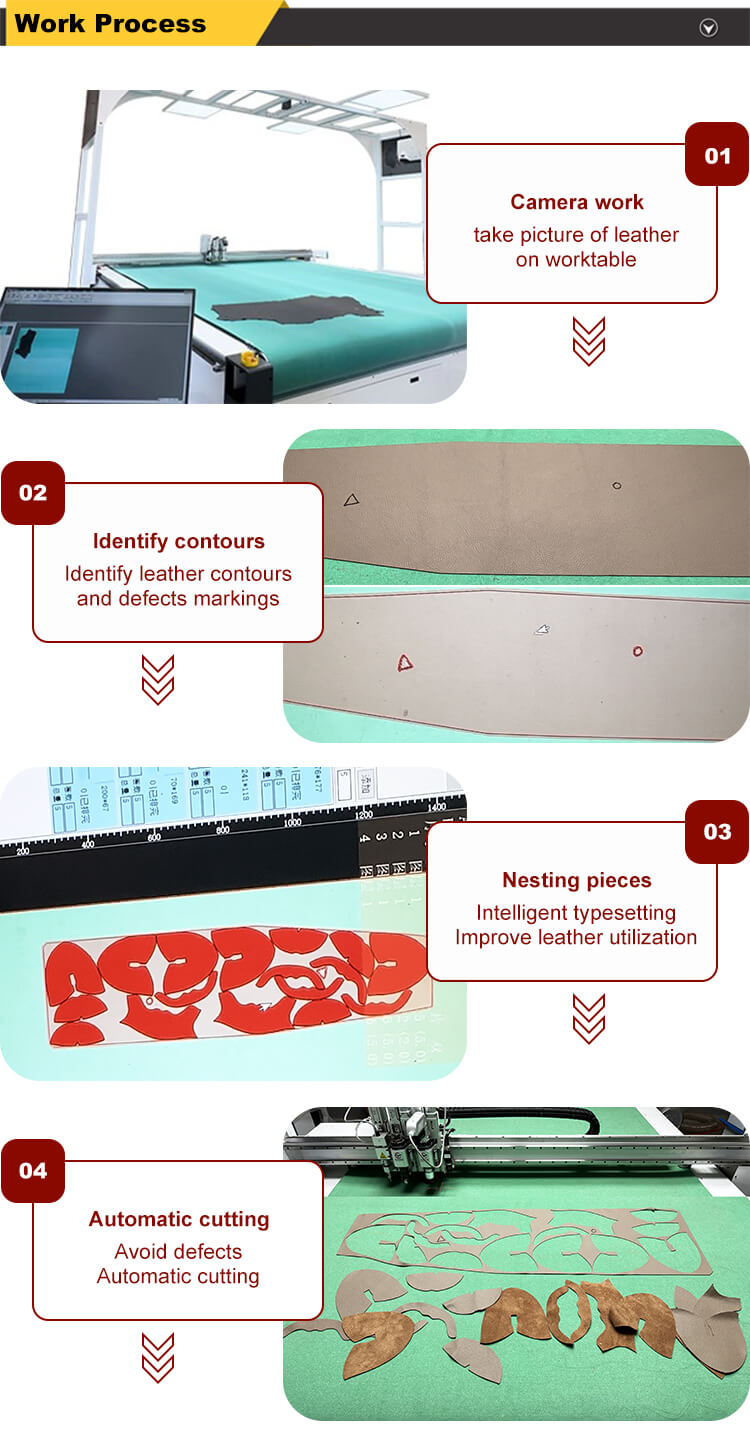
Arbetsflöde för en typisk produktionskörning:
Välj mönster från biblioteket för den aktuella produktionsordern
Placera gömman på skärbordet
Skanna — kameran tar dold bild (30–60 sekunder)
Granskning — operatören kontrollerar defektkartan, gör justeringar vid behov (1–2 minuter)
Skär — CNC-maskin skär alla mönster (3–10 minuter per hud)
Samla in — operatören tar bort skurna bitar och avfall
Total tid per gömma: 5–15 minuter , jämfört med 20–45 minuter för manuell layout och skärning.
Utvärdera kvaliteten på Vision Nesting System: Vad du ska leta efter
Inte alla vision häckande system fungerar lika. När man utvärderar en CNC-läderskärmaskin med vision-kapsling, bedöm dessa specifika funktioner:
Defektdetekteringsnoggrannhet
Be leverantören visa defekt upptäckt på en hud med kända defekter. Systemet bör:
Identifiera alla betydande defekter (ärr, hål, ojämnheter)
Producera minimala falska positiva resultat (flagga acceptabelt läder som defekt)
Tillåt operatörsgranskning och manuell korrigering
Ett system med dålig defektdetektering – antingen saknade verkliga defekter eller genererar överdrivet många falska positiva resultat – kommer antingen att producera defekta delar eller slösa bort användbart läder.
Nesting Algorithm Performance
Begär ett test för avkastningsjämförelse: skär samma hud två gånger, en gång med manuell kapsling och en gång med vision-kapslingssystemet, med samma mönsteruppsättning. Mät antalet mönster som skärs från varje metod. Synhäckningssystemet bör konsekvent producera 8–15 % fler mönster från samma hud.
Skanningshastighet
Skanningstiden påverkar direkt produktionskapaciteten. Ett system som tar 3–5 minuter att skanna en hud skapar en flaskhals som begränsar maskinens effektiva skärkapacitet. Produktionsklassade system slutför gömskanning på 30–60 sekunder.
Användbarhet av programvara
Operatörsgränssnittet ska vara intuitivt. Operatörer bör kunna granska defektkartan, göra justeringar och godkänna häckningslayouten på 1–3 minuter utan specialutbildning. Komplex eller ointuitiv mjukvara ökar risken för operatörsfel och saktar ner produktionen.
Integration med skärmaskin
Visningssystemet och skärmaskinen bör vara helt integrerade - kapslingslayouten ska överföras direkt till skärprogrammet utan manuell filkonvertering eller återinträde. Alla manuella steg i denna överföring introducerar felrisk och lägger till tid.
Shilai CNC läderskärmaskiner med Vision Nesting
Shilais skärmaskiner för äkta läder integrerar vision-kapslingssystemet som en standardfunktion, med kamerauppsättningar, defektdetekteringsprogram och kapslingsoptimering, allt konfigurerat för produktionsanvändning.
Hela utbudet av Shilai läderskärmaskiner inkluderar modeller för varje produktionsskala och applikation:
Modell
Arbetsområde
Vision System
Bäst för
Naturligt äkta läder CNC-skärmaskin
Anpassningsbar
✅ Full vision häckning
Koskinn, fårskinn, grisskinn - allt äkta läder
Digital CNC-skärmaskin i äkta läder
Anpassningsbar
✅ Full vision häckning
Äkta + syntetiskt läder, undvika defekter
SL2530CL Digital läderskärmaskin
2500×3000mm
✅ Intelligent häckning
Fordon, skor, väskor — CE-certifierade
SL1825AL Auto-Fed läderskärmaskin
1800×2500mm
✅ Nesting-mjukvara
Högvolymsrullar för fordon och möbel
SL1625CL Läderskärmaskin
1600×2500mm
✅ Nesting-mjukvara
Soffor, bilbarnstolar, tillverkning av transportband
SL1840CL Koskinnsskärmaskin
1800×4000mm
✅ Nesting-mjukvara
Skor, väskor, storformatsskärning av skinn
SL1630AL Sadelläderskärmaskin
1600×3000mm
✅ Nesting-mjukvara
Tjockt sadelläder, möbler, lyxvaror
Alla modeller drivs av japanska servomotorer och Taiwan precisionsstyrskenor, vilket uppnår ±0,1 mm skärtolerans med 3 års garanti.
Slutsats
Ett lädersynskapningssystem är inte ett valfritt tillägg för skärning av äkta läder – det är kärntekniken som gör CNC-läderskärning ekonomiskt övertygande. Utan det skär en CNC-maskin läder mer exakt än manuella metoder men tar inte upp det grundläggande utbytesproblemet. Med den ger kombinationen av noggrann konturkartering, systematiskt undvikande av defekter och algoritmdriven mönsteroptimering konsekvent 8–15 % mer användbart läder från varje hud.
För tillverkare som skär äkta läder i vilken meningsfull volym som helst – oavsett om det gäller bilinteriörer, möbler, skor eller lädervaror – omvandlar vision nesting-systemet materialkostnad från en variabel, operatörsberoende kostnad till en kontrollerad, optimerad produktionsparameter.
Om du utvärderar CNC läder skärmaskiner och vill förstå hur vision kapslingssystemet skulle prestera på dina specifika hudar och mönster, den mest direkta vägen är ett provtest. Skicka oss dina läderprover och mönsterfiler så visar vi avkastningsförbättringen på ditt faktiska produktionsmaterial.
Ett lädervisionskapssystem är ett kamerabaserat skannings- och mjukvaruoptimeringssystem integrerat i en CNC-läderskärmaskin. Den skannar varje gömställe för att kartlägga dess användbara gränser och identifiera defekta områden (ärr, hål, ojämnheter i kornen), och arrangerar sedan automatiskt skärmönster inom det användbara området för att maximera materialutbytet – vilket vanligtvis förbättrar avkastningen med 8–15 procentenheter jämfört med manuell layout.
Hur upptäcker ett synsystem i läder defekter?
Synsystemet använder bildanalysalgoritmer för att identifiera anomalier i hudytan. Olika defekttyper har olika visuella signaturer: ärr visas som släta, hårlösa fläckar; hål skapar mörka områden med skarpa gränser; ojämnheter i kornen visar sig som störda ytmönster. Programvaran markerar varje detekterad defekt som en uteslutningszon som kapslingsalgoritmen undviker vid placering av skärmönster.
Hur mycket förbättrar ett lädersynskapselsystem materialutbytet?
I produktionen förbättrar ett lädersynskapningssystem vanligtvis utbytet av äkta lädermaterial med 8–15 procentenheter – från cirka 55–70 % med manuell skärning till 70–85 % med CNC-visionkapsling. Förbättringen kommer från två källor: mer exakt användning av döljkonturen (använder mer av hudens faktiska användbara område) och effektivare mönsterarrangemang av optimeringsalgoritmen.
Fungerar ett vision nesting-system för syntetiskt läder?
Komponenterna för kartläggning av gömma konturer och defektdetektering i visionsystemet är specifika för äkta läder - syntetiskt läder kommer i enhetligt rektangulärt format utan oregelbundna konturer eller naturliga defekter. Emellertid är kapslingsoptimeringsmjukvaran fullt användbar för syntetiskt läder, PU-läder och PVC-läder, vilket optimerar mönsterarrangemanget på rektangulära rullar eller ark för att minimera spill.
Hur lång tid tar det att skanna en gömma med synsystemet?
Produktionsklassade lädervisionssystem slutför gömmaskanning på 30–60 sekunder. Efter skanning granskar operatören defektkartan (1–2 minuter), kapslingsmjukvaran genererar den optimerade layouten (10–30 sekunder) och operatören godkänner den. Den totala tiden från att du placerar huden tills du börjar skära är vanligtvis 2–4 minuter.
Kan operatören åsidosätta synsystemets defektdetektering?
Ja. Efter automatisk defektdetektering granskar operatören defektkartan på skärmen och kan manuellt lägga till undantagszoner (för defekter som systemet missade) eller ta bort dem (för områden som systemet flaggats som defekta men som faktiskt är acceptabla). Detta mänskliga granskningssteg är ett viktigt kvalitetskontrolllager som kombinerar konsistensen av automatisk detektering med en erfaren operatörs omdöme.
Vilka designfilformat accepterar kapslingsprogrammet?
Shilais mjukvara för läderkapsling accepterar formaten DXF (AutoCAD), AI (Adobe Illustrator), SVG, CorelDRAW och PLT - standarddesignfilformaten som används i tillverkning av bilar, skor och lädervaror.
Jinan Shilai Technology Equipment Co., Ltd. är en ledande tillverkare som specialiserat sig på FoU och produktion av intelligenta CNC oscillerande knivskärmaskiner . Vi tillhandahåller avancerade digitala flatbäddslösningar för förpacknings-, bil-, reklam- och textilindustrier över hela världen.
Denna webbplats använder cookies och liknande teknik ('cookies'). Med förbehåll för ditt samtycke, kommer att använda analytiska cookies för att spåra vilket innehåll som intresserar dig, och marknadsföringscookies för att visa intressebaserad reklam. Vi använder tredjepartsleverantörer för dessa åtgärder, som också kan använda uppமிழ்
Du ger ditt samtycke genom att klicka på 'Acceptera alla' eller genom att tillämpa dina individuella inställningar. Dina uppgifter kan då också behandlas i tredjeländer utanför EU, såsom USA, som inte har en motsvarande nivå av dataskydd och där framför allt lokala myndigheters åtkomst inte effektivt kan förhindras. Du kan när som helst återkalla ditt samtycke med omedelbar verkan. Om du klickar på 'Avvisa alla', kommer endast strikt nödvändiga cookies att användas.