Et synshekkesystem i skinn er et kamerabasert skanning- og programvareoptimaliseringssystem integrert i en CNC-skæremaskin. Den skanner hvert skjul for å kartlegge dens brukbare grensen og identifisere defekte områder, og arrangerer deretter automatisk kuttemønstre innenfor det brukbare området for å maksimere materialutbyttet. I produksjon leverer dette systemet konsekvent 8–15 prosentpoeng mer anvendelig skinn per hud sammenlignet med manuell layout – en ytelsesforbedring som direkte reduserer materialkostnaden per ferdig del.
For produsenter som skjærer ekte skinn til bilinteriør, møbeltrekk, fottøy eller lærvarer, er vision-nesting-systemet den mest effektive teknologien for å kontrollere materialkostnadene. Denne veiledningen forklarer hvordan systemet fungerer, hva hver komponent gjør, hvordan den håndterer ulike defekttyper, og hvilke ytelsesforbedringer som er realistiske i produksjonen.
Hvorfor ekte skinn krever en spesialisert hekketilnærming
Ekte skinn er fundamentalt forskjellig fra syntetiske materialer som skjæresubstrat. En rull med PU-skinn eller et ark med gummipakningsmateriale har ensartede dimensjoner, jevn tykkelse og ingen defekter - hekkeprogramvaren trenger ganske enkelt å ordne mønstre effektivt innenfor et rektangulært område.
Et skinn i ekte skinn er ingen av disse tingene.
Uregelmessig form. Hvert kuskinn, saueskinn eller griseskinn har et unikt, uregelmessig omriss. Magekantene er buede og ujevne; benområdene skaper konkave fordypninger; den generelle formen varierer betydelig mellom individuelle dyr. Det er ingen standard 'arkstørrelse' å hekke innenfor - hvert skjul definerer sin egen unike brukbare grense.
Variabel tykkelse. Tykkelsen varierer over en enkelt hud, vanligvis fra 1,5–2,5 mm på ryggen og skulderen til 0,8–1,2 mm på magen og bena. For applikasjoner der minimumstykkelse er spesifisert (bilsetetrekk, premium fottøy), må mønstre plasseres i områder som oppfyller tykkelseskravet.
Naturlige defekter. Hvert ekte skinn inneholder defekter - områder som er ubrukelige eller uønskede for ferdige produkter. Vanlige defekttyper inkluderer:
Arr og grodde sår fra piggtråd, insektbitt eller merkevarebygging
Uregelmessigheter i korn — områder hvor overflatekornet er forstyrret eller inkonsekvent
Åremerker — synlige åremønstre på tynt mageskinn
Hull og rifter - fra behandlingsskader eller naturlige årsaker
Tynne flekker — områder der huden er under spesifikasjonen for minimumstykkelse
Ved manuell skjæring vurderer en operatør visuelt hvert skinn og prøver å unngå disse feilene ved posisjonering av skjæremønstre. Nøyaktigheten av denne vurderingen – og effektiviteten til den resulterende mønsterlayouten – avhenger helt av operatørens erfaring og oppmerksomhet. Resultatet er inkonsekvent utbytte og inkonsekvent kvalitet.
Synsnesting-systemet erstatter denne manuelle vurderingen med en systematisk, repeterbar, programvaredrevet prosess.
De fire komponentene i et Leather Vision Nesting System
Komponent 1: Kameraarray
Synssystemet bruker ett eller flere høyoppløselige kameraer montert over skjærebordet. Når skinnet legges på bordet, fanger kameraene et fullstendig bilde av hele hudoverflaten.
Kameraspesifikasjoner som betyr noe:
Oppløsning: Høyere oppløsning muliggjør mer nøyaktig defektdeteksjon og konturkartlegging. Systemer i produksjonsgrad bruker kameraer med tilstrekkelig oppløsning til å oppdage defekter så små som 5–10 mm over hele skjul.
Dekningsområde: Kameragruppen må dekke hele arbeidsområdet til skjærebordet uten blindsoner. For storformatmaskiner med arbeidsområder på 1600×2500 mm eller større, brukes vanligvis flere kameraer, og bildene deres er satt sammen av programvare.
Belysning: Konsekvent, jevn belysning er avgjørende for nøyaktig bildeanalyse. Synssystemet inkluderer kontrollert belysning - typisk LED-arrayer - som eliminerer skygger og refleksjoner som vil forstyrre defektdeteksjon.
Skanningsprosessen tar 30–60 sekunder for et fullt okseskinn. I løpet av denne tiden kan operatøren forberede neste hud eller samle opp kuttede stykker fra forrige syklus.
Komponent 2: Programvare for konturgjenkjenning
Programvaren for konturgjenkjenning behandler kamerabildet for å identifisere den nøyaktige grensen for det brukbare skinnområdet.
Slik fungerer konturgjenkjenning:
Programvaren analyserer kontrasten mellom skinnoverflaten og skjærebordets overflate
Den sporer skjulgrensen med høy oppløsning, og fanger de uregelmessige kurvene til skjulkanten
Den genererer et digitalt konturkart - en presis vektorrepresentasjon av skinnets ytre grense
Dette konturkartet definerer området som mønstre kan plasseres innenfor
Nøyaktighet av konturgjenkjenning: Systemer i produksjonsgrad oppnår konturkartleggingsnøyaktighet på ±2–5 mm, noe som er tilstrekkelig for hekkeoptimaliseringsformålet. Konturkartet brukes til å forhindre at mønstre plasseres med noen del utenfor skjulgrensen - en plasseringsfeil som vil gi en defekt del.
Komponent 3: Defektdeteksjonsprogramvare
Defektdeteksjon er den mest teknisk krevende komponenten i synshekkesystemet. Programvaren må skille mellom normal skinnoverflatevariasjon (narvtekstur, naturlig fargevariasjon) og faktiske defekter (arr, hull, tynne flekker) som bør unngås.
Slik fungerer defektdeteksjon:
Programvaren bruker bildeanalysealgoritmer for å identifisere anomalier i hudoverflaten. Ulike defekttyper har forskjellige visuelle signaturer:
Defekttype
Visuell signatur
Deteksjonsmetode
Arr og legede sår
Glatte, hårløse flekker med forskjellig tekstur
Teksturanalyse
Hull og rifter
Mørke områder med skarpe grenser
Kontrastanalyse
Uregelmessigheter i korn
Områder med forstyrret overflatemønster
Mønsteranalyse
Åremerker
Lineære mønstre på mageskinn
Linjedeteksjon
Merkemerker
Geometriske mønstre med endret tekstur
Form- og teksturanalyse
Programvaren markerer hver identifisert defekt som en eksklusjonssone - et område hvor skjæremønstre ikke kan plasseres. Størrelsen på utelukkelsessonen er vanligvis satt litt større enn den oppdagede defekten for å gi en sikkerhetsmargin.
Defektdeteksjonsfølsomheten er justerbar. For førsteklasses skinnvarer der uregelmessigheter i overflaten er uakseptable, kan følsomheten settes høyt – for å identifisere og ekskludere selv mindre kornvariasjoner. For industrielle applikasjoner der bare strukturelle defekter betyr noe, kan følsomheten settes lavere for å maksimere utbyttet ved å tillate mindre kosmetiske variasjoner.
Operatørgjennomgang og overstyring. Etter automatisert defektdeteksjon gjennomgår operatøren feilkartet på skjermen og kan manuelt legge til eller fjerne ekskluderingssoner. Dette menneskelige gjennomgangstrinnet fanger opp defekter som det automatiserte systemet kan gå glipp av (spesielt subtile kornvariasjoner) og fjerner falske positiver (områder systemet har merket som defekter, men som faktisk er akseptable).
Komponent 4: Intelligent Nesting-programvare
Med konturkartet og defektekskluderingssonene definert, løser hekkeprogramvaren optimaliseringsproblemet: hvordan ordne de nødvendige kuttmønstrene innenfor bruksområdet for å maksimere materialutbyttet.
Problemet med hekkeoptimalisering:
Gitt:
Et brukbart område definert av skjulkonturen minus utelukkelsessoner for defekter
Et sett med mønstre som skal kuttes (med definerte former, størrelser og begrensninger)
Begrensninger på hvert mønster (kornretning, minimumsavstand osv.)
Finne:
Arrangementet av mønstre som maksimerer antall mønstre kuttet fra dette skjulet (eller minimerer avfallsområdet)
Dette er et beregningsmessig komplekst optimaliseringsproblem — matematisk relatert til «bin-packing»-problemet, som er NP-hardt. Nesting-programvaren bruker heuristiske algoritmer (genetiske algoritmer, simulert annealing eller proprietære optimaliseringsmetoder) for å finne nesten optimale løsninger på sekunder.
Begrensninger som nesting-programvaren håndterer:
Kornretning: Mønstre som må kuttes med kornet løpende i en bestemt retning (f.eks. seteryggpaneler må ha korn som løper vertikalt) er begrenset til riktig orientering. Programvaren respekterer denne begrensningen samtidig som den optimaliserer plassering.
Minimumsavstand: Mønstre må holde en minimumsavstand fra hverandre og fra skinnkanten for å sikre rene kutt og strukturell integritet av læret mellom delene.
Mønsterprioritet: Hvis skjulet ikke kan romme alle nødvendige mønstre, prioriterer programvaren høyere verdi eller mer kritiske mønstre.
Defektekskludering: Ingen del av noe mønster kan overlappe med en defektekskluderingssone.
Tykkelsessoner: For applikasjoner med minimumskrav til tykkelse, kan mønstre begrenses til områder av huden som oppfyller tykkelsesspesifikasjonen (krever integrasjon med tykkelseskartlegging, en avansert funksjon).
Nestingsresultat: Programvaren genererer et visuelt oppsett som viser alle mønstrene plassert på skinnet, med fargekodede indikatorer for hvert mønster. Operatøren vurderer oppsettet, kan foreta manuelle justeringer om nødvendig, og godkjenner det for kutting. Den godkjente layouten sendes deretter til CNC-skjæremaskinen som et skjæreprogram.
Hvordan Vision Nesting forbedrer materialutbytte: tallene
Utbytteforbedringen fra synshekking kommer fra to kilder: mer nøyaktig konturkartlegging (bruker mer av hudens faktiske bruksområde) og mer effektivt mønsterarrangement (tilpasser flere mønstre i det tilgjengelige området).
Kilde 1: Nøyaktig konturutnyttelse
Ved manuell skjæring legger operatører vanligvis til en konservativ sikkerhetsmargin rundt skjulkanten – unngår de siste 20–40 mm av skjulomkretsen for å sikre at mønstrene ikke strekker seg utover det brukbare området. Denne konservative tilnærmingen sløser med en betydelig stripe med brukbart skinn rundt hele hudomkretsen.
For et typisk kuskinn med en omkrets på ca. 5000 mm, sløser en gjennomsnittlig sikkerhetsmargin på 25 mm ca. 0,125 m² av brukbart skinn - omtrent 3–5 % av hudens totale areal.
Synssystemet kartlegger skjulkonturen til ±2–5 mm nøyaktighet, slik at mønstre kan plasseres innenfor 5–8 mm fra selve skjulkanten. Dette alene gjenvinner 2–4 % av brukbart skinn sammenlignet med manuelle konservative marginer.
Kilde 2: Effektiv mønsterordning
Nesting-programvarens optimaliseringsalgoritme overgår konsekvent manuell mønsterordning. Forbedringen er mest betydelig når:
Mange små mønstre blir kuttet fra et enkelt skjul (fottøykomponenter, små lærvarerdeler) - programvaren kan finne arrangementer som et menneske ikke vil vurdere
Uregelmessige mønsterformer skaper komplekse tilpasningsutfordringer - programvaren evaluerer tusenvis av mulige arrangementer for å finne den beste passformen
Flere mønstertyper kuttes samtidig - programvaren kan blande forskjellige mønstertyper for å fylle hull som ville vært bortkastet med enkeltmønsterskjæring
Typisk forbedring fra programvarenesting kontra manuell ordning: 5–12 prosentpoeng, avhengig av mønsterkompleksitet og blanding.
Kombinert avkastningsforbedring
Avkastningskomponent
Manuell kutting
Visjon Nesting CNC
Konturutnyttelse
Konservativ - 20–40 mm margin
Nøyaktig — 5–8 mm margin
Nøyaktighet for unngåelse av defekter
Operatøravhengig
Systematisk
Effektivitet for mønsterarrangement
Menneskelig optimering
Algoritmeoptimalisering
Typisk totalavling
55–70 %
70–85 %
Yield forbedring
Grunnlinje
+8–15 prosentpoeng
Virkelighetspåvirkning på avkastning etter industri
Automotive interiør skinn
Typisk hudbruk: 60–150 huder per dag for en mellomstor leverandør av skinn i biler
Typisk hudkostnad: $80–$150 per hud (kuskinn i bilindustrien)
For billeverandører er denne avkastningsforbedringen den primære økonomiske begrunnelsen CNC lær skjæremaskin investering. Tilbakebetalingstiden er vanligvis 3–8 måneder fra materialsparing alene.
Møbler og møbeltrekk
Typisk hudbruk: 20–80 huder per dag for en sofaprodusent
Typisk skjulpris: $60–$120 per skjul
Yieldforbedring: 8–12 prosentpoeng
Skjæring av møbelskinn involverer ofte store paneler (seteputetrekk, ryggpaneler) der hekkeutfordringen er å montere store mønstre effektivt rundt skinnets uregelmessige kanter og defektsoner.
Fottøy produksjon
Typisk hudbruk: 30–100 huder per dag for en skoprodusent
Typisk skjulpris: $50–$100 per skjul
Yieldforbedring: 10–15 prosentpoeng
Fottøyskjæring involverer mange små mønstre (overdel, fôr, tungestykker, hæltellere) fra hvert skinn. Det store antallet små stykker gjør nesting-optimeringsproblemet spesielt komplekst – og programvarens fordel fremfor manuell ordning er størst i dette scenariet.
Lærvarer (vesker, lommebøker, tilbehør)
Typisk hudbruk: 10–40 huder per dag
Typisk hudkostnad: $80–$200 per hud (premiumskinn for luksusvarer)
Yieldforbedring: 8–13 prosentpoeng
For luksuriøse lærvarer der skinnkostnadene er høyest, genererer selv en beskjeden avkastningsforbedring betydelige kostnadsbesparelser. Muligheten til å unngå defekter er spesielt verdifull – uregelmessigheter i arr eller korn på en luksuriøs håndveske er en kvalitetsavvisning, og systematisk unngåelse av defekter reduserer omarbeidings- og avvisningsfrekvensen.
Vision Nesting vs Standard Nesting: Hva er forskjellen?
Ikke alle CNC-skæremaskiner inkluderer et vision-system. Noen maskiner bruker standard nesting-programvare – som optimerer mønsterarrangement på et rektangulært område – uten kamerabasert skjulskanning.
Trekk
Standard hekking
Visjon Nesting
Optimalisering av mønsterarrangement
✅ Ja
✅ Ja
Skjul konturkartlegging
❌ Nei — forutsetter rektangulært areal
✅ Ja — kartlegger den faktiske skjulformen
Defektdeteksjon og unngåelse
❌ Nei
✅ Ja
Passer til ekte skinn
❌ Begrenset – sløser med uregelmessige kanter
✅ Ja — full skjul utnyttelse
Egnet for syntetisk lær
✅ Ja — ensartet rektangulært materiale
✅ Ja
Egnet for komposittstoffer
✅ Ja
✅ Ja (uten defektdeteksjon)
Standard nesting er egnet for: Syntetisk lær (PU, PVC, mikrofiber), komposittstoffer, skumplater, pakningsark - ethvert materiale som kommer i ensartet rektangulært format uten defekter.
Visjonshekking er nødvendig for: Ekte skinn (kuskinn, saueskinn, svineskinn) - ethvert materiale med uregelmessig form og naturlige defekter.
Dette er grunnen til at Shilai CNC-skæremaskiner for ekte lær inkluderer vision-systemet som en kjernekomponent, mens maskiner for komposittmaterialer, skum og pakninger bruker standard hekkeprogramvare optimalisert for deres respektive materialer.
Til sammenligning, den intelligente hekkeprogramvaren som brukes i Shilai's skjæremaskiner for komposittmaterialer optimerer mønsterutformingen på rektangulære stoffruller og -ark – og oppnår materialbesparelser på opptil 15 % gjennom effektivt arrangement, men uten skjulkonturene og defektdeteksjonsmulighetene som ekte lær krever.
Programvarekompatibilitet og arbeidsflytintegrasjon
Visjon-nesting-systemet er designet for å integreres i eksisterende produksjonsarbeidsflyter med minimale forstyrrelser.
Designfilkompatibilitet:
Nesting-programvaren godtar standard designfilformater som brukes i lærvarer og bildesign:
DXF (AutoCAD)
AI (Adobe Illustrator)
SVG
CorelDRAW (CDR)
PLT
Mønsterbiblioteker kan bygges opp over tid — når et mønster er importert og konfigurert (med kornretningsbegrensninger, prioritetsinnstillinger osv.), lagres det i programvarebiblioteket og er tilgjengelig for alle fremtidige skjærejobber.
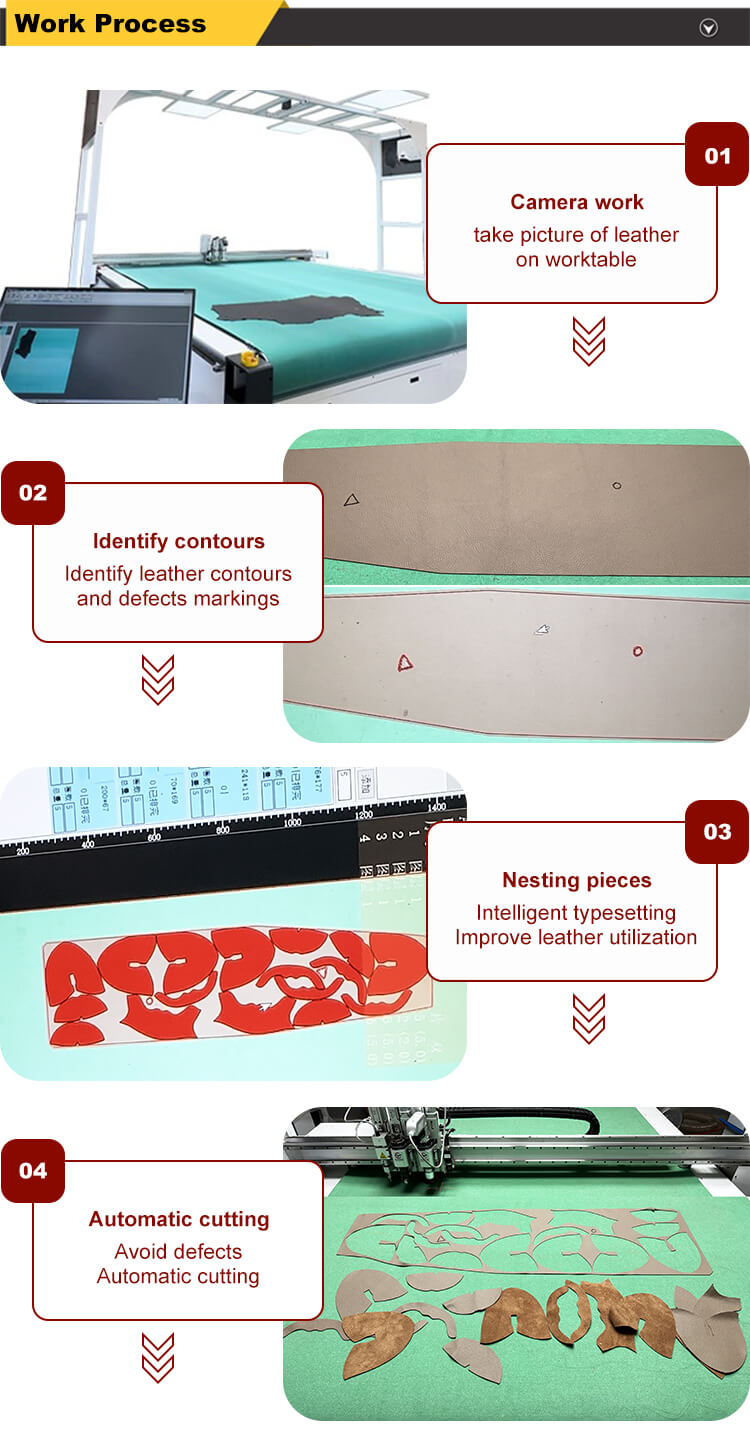
Arbeidsflyt for en typisk produksjonskjøring:
Velg mønstre fra biblioteket for gjeldende produksjonsordre
Plasser skjul på skjærebordet
Skann – kamera tar skjul bilde (30–60 sekunder)
Gjennomgang — operatør sjekker defektkartet, gjør justeringer om nødvendig (1–2 minutter)
Kutt — CNC-maskin kutter alle mønstre (3–10 minutter per skjul)
Samle inn — operatøren fjerner kuttede deler og avfall
Total tid per skjul: 5–15 minutter , sammenlignet med 20–45 minutter for manuell layout og skjæring.
Evaluering av Vision Nesting System Quality: Hva du skal se etter
Ikke alle synshekkesystemer fungerer like godt. Ved vurdering av en CNC lærskjæremaskin med visjonshekking, vurder disse spesifikke egenskapene:
Defektdeteksjonsnøyaktighet
Be leverandøren demonstrere feilsøking på et skinn med kjente feil. Systemet skal:
Identifiser alle vesentlige defekter (arr, hull, uregelmessigheter)
Produser minimalt med falske positiver (flagger akseptabelt skinn som defekt)
Tillat operatørgjennomgang og manuell korreksjon
Et system med dårlig defektdeteksjon – enten mangler reelle defekter eller genererer overdreven falske positiver – vil enten produsere defekte deler eller kaste bort brukbart skinn.
Nesting Algoritme ytelse
Be om en test for avkastningssammenligning: klipp det samme skinnet to ganger, en gang med manuell hekking og en gang med synshekkesystemet, med samme mønstersett. Mål antall mønstre kuttet fra hver metode. Synshekkesystemet bør konsekvent produsere 8–15 % flere mønstre fra samme hud.
Skannehastighet
Skannetid påvirker produksjonsgjennomstrømningen direkte. Et system som tar 3–5 minutter å skanne en hud, skaper en flaskehals som begrenser maskinens effektive kuttekapasitet. Systemer i produksjonsgrad fullfører skjulskanning på 30–60 sekunder.
Programvarebrukbarhet
Operatørgrensesnittet skal være intuitivt. Operatører bør kunne gjennomgå defektkartet, foreta justeringer og godkjenne hekkeoppsettet på 1–3 minutter uten spesialisert opplæring. Kompleks eller unintuitiv programvare øker risikoen for operatørfeil og bremser produksjonen.
Integrasjon med skjæremaskin
Synssystemet og skjæremaskinen bør være fullt integrert - hekkeoppsettet skal overføres direkte til skjæreprogrammet uten manuell filkonvertering eller gjeninnføring. Ethvert manuelt trinn i denne overføringen introduserer feilrisiko og legger til tid.
Shilai CNC lærskjæremaskiner med Vision Nesting
Shilais skjæremaskiner i ekte lær integrerer vision-nesting-systemet som en standardfunksjon, med kameraarrayer, defektdeteksjonsprogramvare og nesting-optimalisering alt konfigurert for produksjonsbruk.
Hele spekteret av Shilai skinnskjæremaskiner inkluderer modeller for alle produksjonsskalaer og bruksområder:
Modell
Arbeidsområde
Visjonssystem
Best for
Naturlig ekte skinn CNC-skjæremaskin
Tilpassbar
✅ Hekker med full syn
Kuskinn, saueskinn, griseskinn - alt ekte skinn
Digital CNC-skjæremaskin i ekte skinn
Tilpassbar
✅ Hekker med full syn
Ekte + syntetisk lær, unngå defekter
SL2530CL digital lærskjæremaskin
2500×3000 mm
✅ Intelligent hekking
Bil, fottøy, vesker — CE-sertifisert
SL1825AL Auto-Fed Leather Cute Machine
1800×2500 mm
✅ Nesting-programvare
Høyvolum bil- og møbelruller
SL1625CL Lærskjæremaskin
1600×2500 mm
✅ Nesting-programvare
Sofaer, bilseter, produksjon av transportbånd
SL1840CL kuskinnsskjæremaskin
1800×4000 mm
✅ Nesting-programvare
Fottøy, vesker, skinnskjæring i storformat
SL1630AL Sadle Leather Cute Machine
1600×3000 mm
✅ Nesting-programvare
Tykt salskinn, møbler, luksusvarer
Alle modellene drives av japanske servomotorer og Taiwan presisjonsstyreskinner, og oppnår ±0,1 mm skjæretoleranse med 3 års garanti.
Konklusjon
Et synshekkesystem i skinn er ikke et valgfritt tillegg for skjæring av ekte lær – det er kjerneteknologien som gjør CNC-skinnskjæring økonomisk overbevisende. Uten det kutter en CNC-maskin lær mer nøyaktig enn manuelle metoder, men løser ikke det grunnleggende utbytteproblemet. Med den gir kombinasjonen av nøyaktig konturkartlegging, systematisk unngåelse av defekter og algoritmedrevet mønsteroptimalisering konsekvent 8–15 % mer brukbart skinn fra hvert skinn.
For produsenter som kutter ekte lær i et hvilket som helst meningsfullt volum – enten det er for bilinteriør, møbler, fottøy eller lærvarer – transformerer vision-nesting-systemet materialkostnad fra en variabel, operatøravhengig utgift til en kontrollert, optimalisert produksjonsparameter.
Hvis du vurderer CNC-skæremaskiner og ønsker å forstå hvordan synshekkesystemet vil fungere på dine spesifikke huder og mønstre, er den mest direkte veien en prøvetest. Send oss dine lærprøver og mønsterfiler, så vil vi demonstrere avkastningsforbedringen på ditt faktiske produksjonsmateriale.
Et synshekkesystem i skinn er et kamerabasert skanning- og programvareoptimaliseringssystem integrert i en CNC-skæremaskin. Den skanner hvert skjul for å kartlegge dens brukbare grensen og identifisere defekte områder (arr, hull, uregelmessigheter), og arrangerer deretter automatisk skjæremønstre innenfor det brukbare området for å maksimere materialutbyttet – og forbedrer typisk utbyttet med 8–15 prosentpoeng sammenlignet med manuell layout.
Hvordan oppdager et skinnsynssystem feil?
Synssystemet bruker bildeanalysealgoritmer for å identifisere anomalier i hudoverflaten. Ulike defekttyper har forskjellige visuelle signaturer: arr vises som glatte, hårløse flekker; hull skaper mørke områder med skarpe grenser; kornuregelmessigheter viser seg som forstyrrede overflatemønstre. Programvaren markerer hver oppdaget defekt som en ekskluderingssone som nestingalgoritmen unngår ved plassering av kuttmønstre.
Hvor mye forbedrer et synshekkesystem i skinn materialutbyttet?
I produksjonen forbedrer et visjonshekkesystem i lær typisk utbyttet av ekte lærmateriale med 8–15 prosentpoeng – fra omtrent 55–70 % med manuell skjæring til 70–85 % med CNC-synshemming. Forbedringen kommer fra to kilder: mer nøyaktig skjulkonturutnyttelse (bruker mer av skjulets faktiske bruksområde) og mer effektiv mønsterordning ved hjelp av optimaliseringsalgoritmen.
Fungerer et synshekkesystem for syntetisk lær?
Skjulkonturkartleggingen og defektdeteksjonskomponentene i synssystemet er spesifikke for ekte lær – syntetisk lær kommer i ensartet rektangulært format uten uregelmessige konturer eller naturlige defekter. Hekkeoptimaliseringsprogramvaren er imidlertid fullt anvendelig for syntetisk lær, PU-skinn og PVC-lær, og optimaliserer mønsterarrangementet på rektangulære ruller eller ark for å minimere avfall.
Hvor lang tid tar det å skanne et skjul med synssystemet?
Skinnsynssystemer i produksjonsgrad fullfører skjulskanning på 30–60 sekunder. Etter skanning gjennomgår operatøren defektkartet (1–2 minutter), nesting-programvaren genererer det optimaliserte oppsettet (10–30 sekunder), og operatøren godkjenner det. Total tid fra du legger skinnet til du begynner å kutte er vanligvis 2–4 minutter.
Kan operatøren overstyre synssystemets defektdeteksjon?
Ja. Etter automatisert defektdeteksjon gjennomgår operatøren feilkartet på skjermen og kan manuelt legge til ekskluderingssoner (for defekter systemet har gått glipp av) eller fjerne dem (for områder systemet har merket som defekte, men som faktisk er akseptable). Dette menneskelige gjennomgangstrinnet er et viktig kvalitetskontrolllag som kombinerer konsistensen av automatisert deteksjon med dømmekraften til en erfaren operatør.
Shilais nesting-programvare for lær godtar DXF (AutoCAD), AI (Adobe Illustrator), SVG, CorelDRAW og PLT-formatene – standard designfilformater som brukes i produksjon av biler, fottøy og lærvarer.
Jinan Shilai Technology Equipment Co., Ltd. er en ledende produsent som spesialiserer seg på FoU og produksjon av intelligente CNC oscillerende knivskjæremaskiner . Vi tilbyr avanserte digitale flatbed-skjæreløsninger for emballasje-, bil-, reklame- og tekstilindustri over hele verden.
Denne nettsiden bruker informasjonskapsler og lignende teknologier ('informasjonskapsler'). Med forbehold om ditt samtykke, vil bruke analytiske informasjonskapsler for å spore hvilket innhold som interesserer deg, og markedsføringsinformasjonskapsler for å vise interessebasert annonsering. Vi bruker tredjepartsleverandører for disse tiltakene, som også kan bruke dataene til egne formål.
Du gir ditt samtykke ved å klikke på 'Godta alle' eller ved å bruke dine individuelle innstillinger. Dine data kan da også bli behandlet i tredjeland utenfor EU, for eksempel USA, som ikke har et tilsvarende nivå av databeskyttelse og hvor spesielt tilgang fra lokale myndigheter kanskje ikke effektivt forhindres. Du kan når som helst tilbakekalle samtykket ditt med umiddelbar virkning. Hvis du klikker på 'Avvis alle', vil kun strengt nødvendige informasjonskapsler brukes.